187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
快盈IVwelcome手 机:18796715388
传 真:0523-88529606
网 址:hyhsj.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
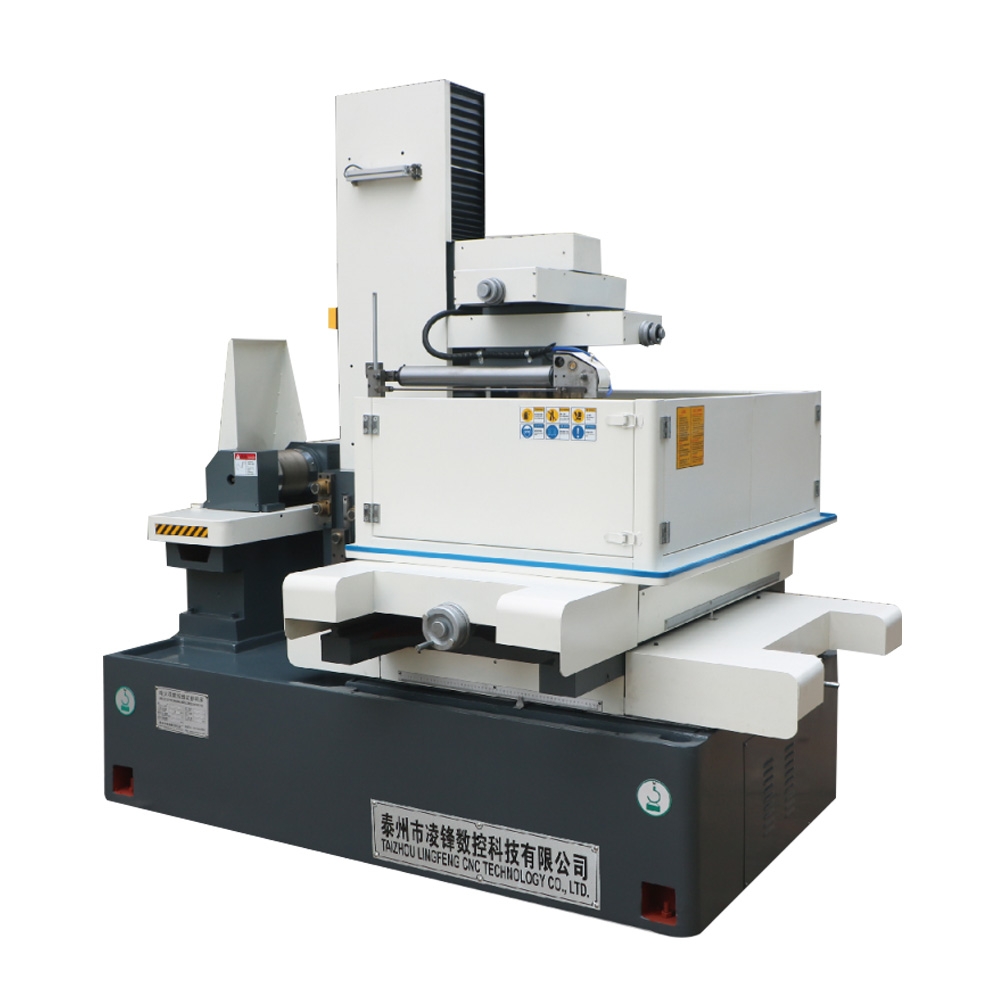
线切割中走丝切开机主要是使用电极丝对钣金等金属进行切开,在切开时,电极丝会迅速升到8000~12000度,此时两导体外表瞬间熔化一些资料,到达切开的目的。为了电极丝不断裂,该如何冷却?
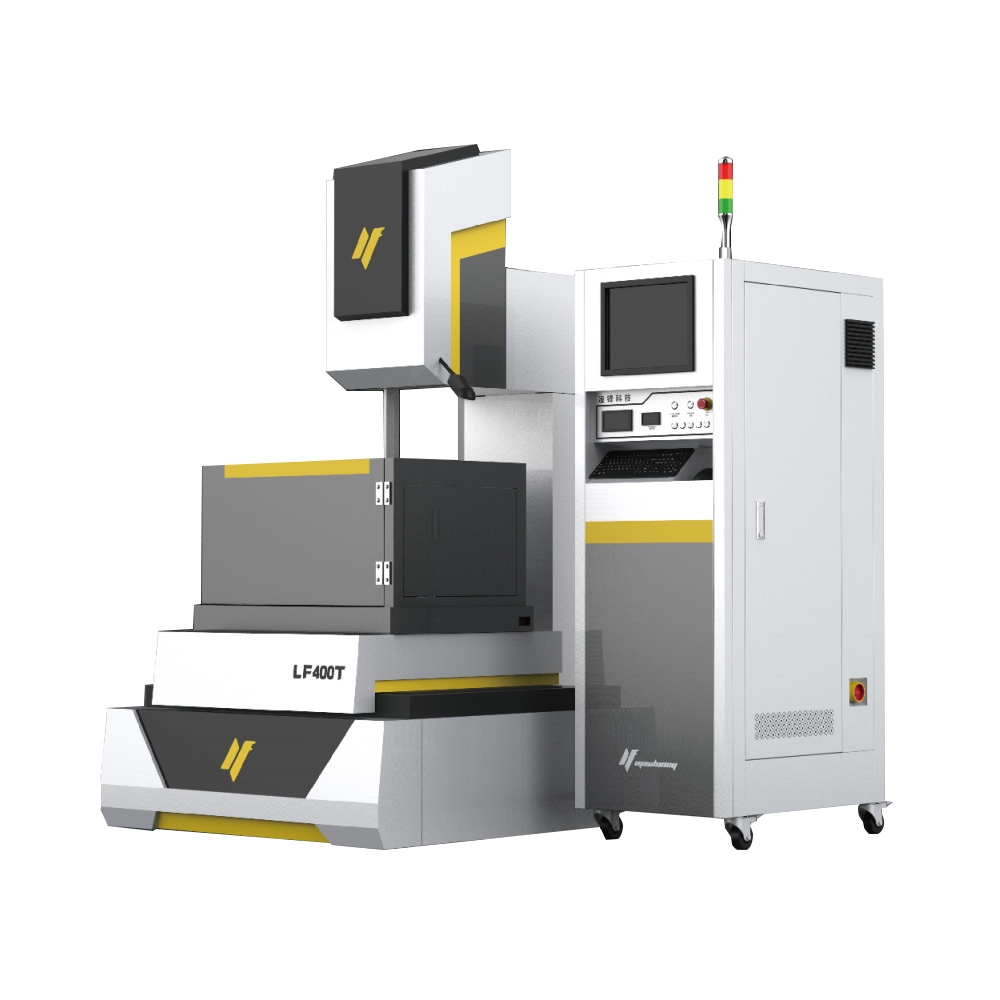
电极丝能够通过特域冷水机,冷却电火花切开机的工作液到达冷却作用。像咱们特域的斯洛文尼亚客户就是要冷却电火花EDM切开机的,他们的切开机发热量到达7KW~10KW,需要一个完整水冷系统进行冷却,要求水温坚持在20~21℃。这种情况,中走丝线切开机由机床本体,脉冲电源,微机操控设备,工作液循环系统组成。

中走丝线切开机本体由机床本体由床身、运丝组织、工作台和丝架组成。床身:用于支撑和连接工作台、运丝组织等部件,内部安放机床电器和工作液循环系统。运丝组织:电动机带动储丝筒替换作正、反向滚动,通过线架导轮将旋转运动转变为往复直线运动。工作台:工作台分为上下两层,别离与X、Y向丝杠相连,由两个步进电机别离驱动。步进电机每接受到一个电脉冲信号,就旋转一步距角,使工作台在相应的方向上移动0.001mm。丝架:用来支撑电极丝,并使电极丝工作部分与工作台平面坚持必定的几许角度。
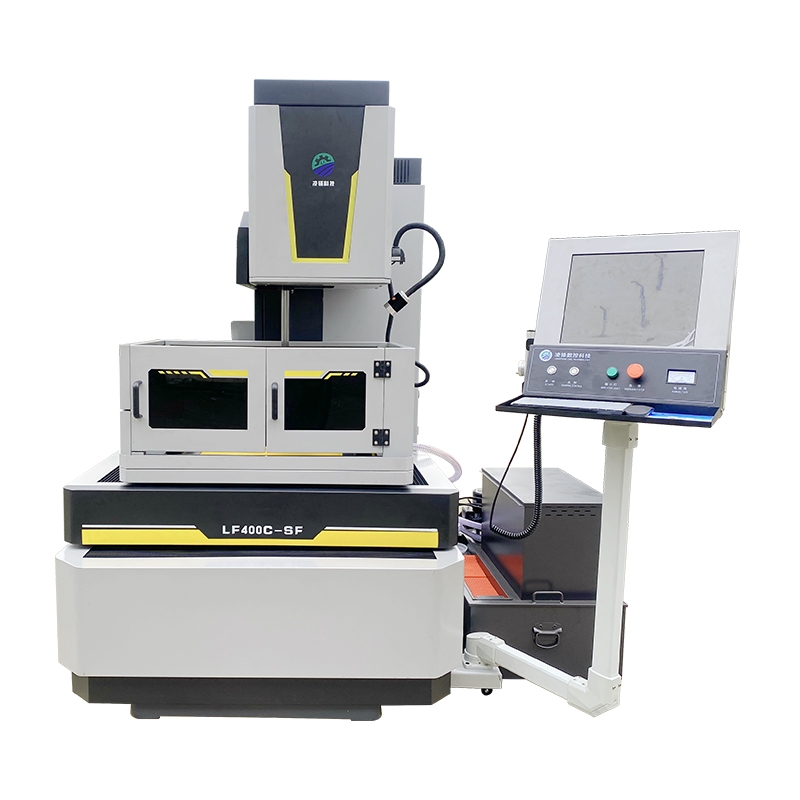
电火花机是使用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电资料的特种加工办法,又称放电加工或电蚀加工。电火花加工电压是指脉冲电源电路输出的直流电压,它有高压直流电压和低压直流电压两种,因而由火花加工原理可知加工过程中,首要加高压直流电压,构成放电通道;在放电通道构成后,中走丝则由低压直流电压来维持放电通道。机床操控框上的电压表指示加工电压的幅值的变化。