187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
快盈IVwelcome手 机:18796715388
传 真:0523-88529606
快盈IVwelcome网 址:hyhsj.com
快盈IVwelcome地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
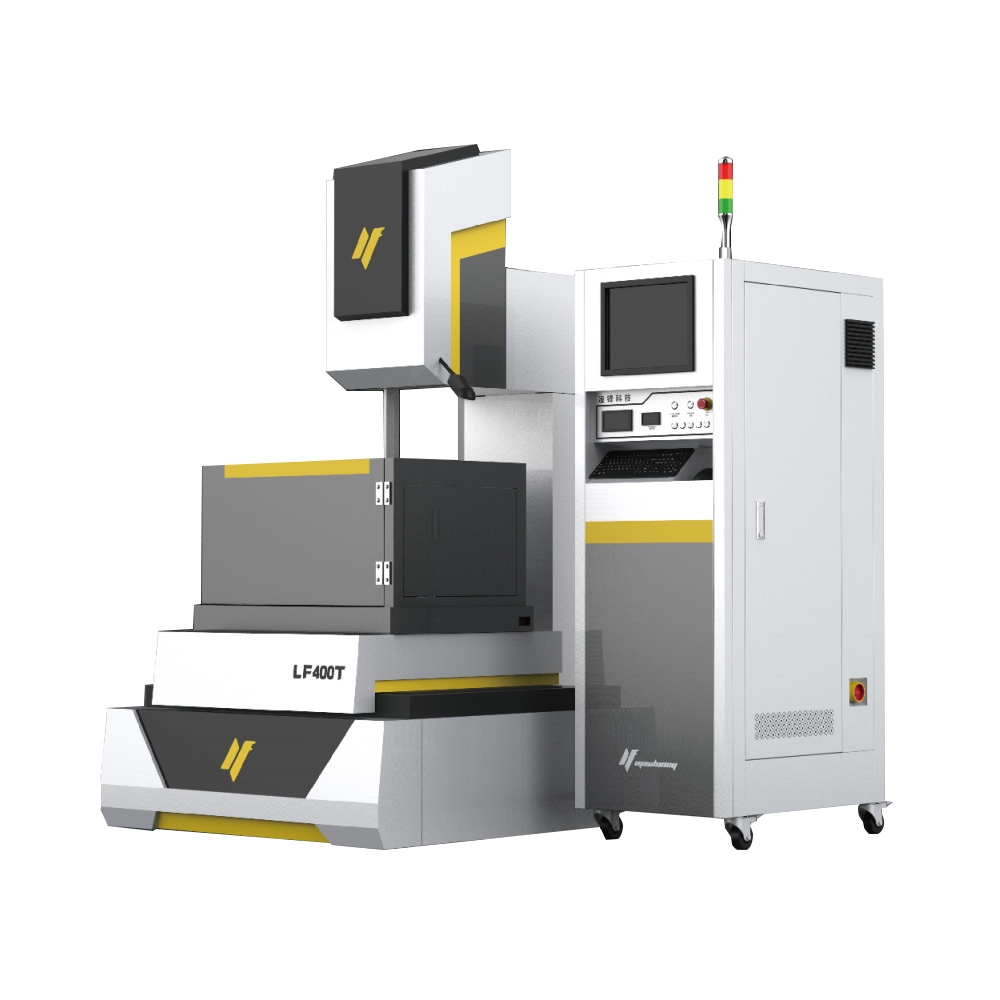
高精密快走丝机床光洁度是由两个要素构成的,一是单次放电蚀除凹坑的大小,它的RZ通常是0.05μ~1.5μ之间,这对切割光洁度说是次要的。二是因换向造成的凸凹条纹,它的RZ通常是1μ~50μ之间,大到0.1MM以上也有可能,这是构成线切割光洁度的重要因素。同时它伴随着换向的黑白条纹,给人视觉影响是很强烈的。

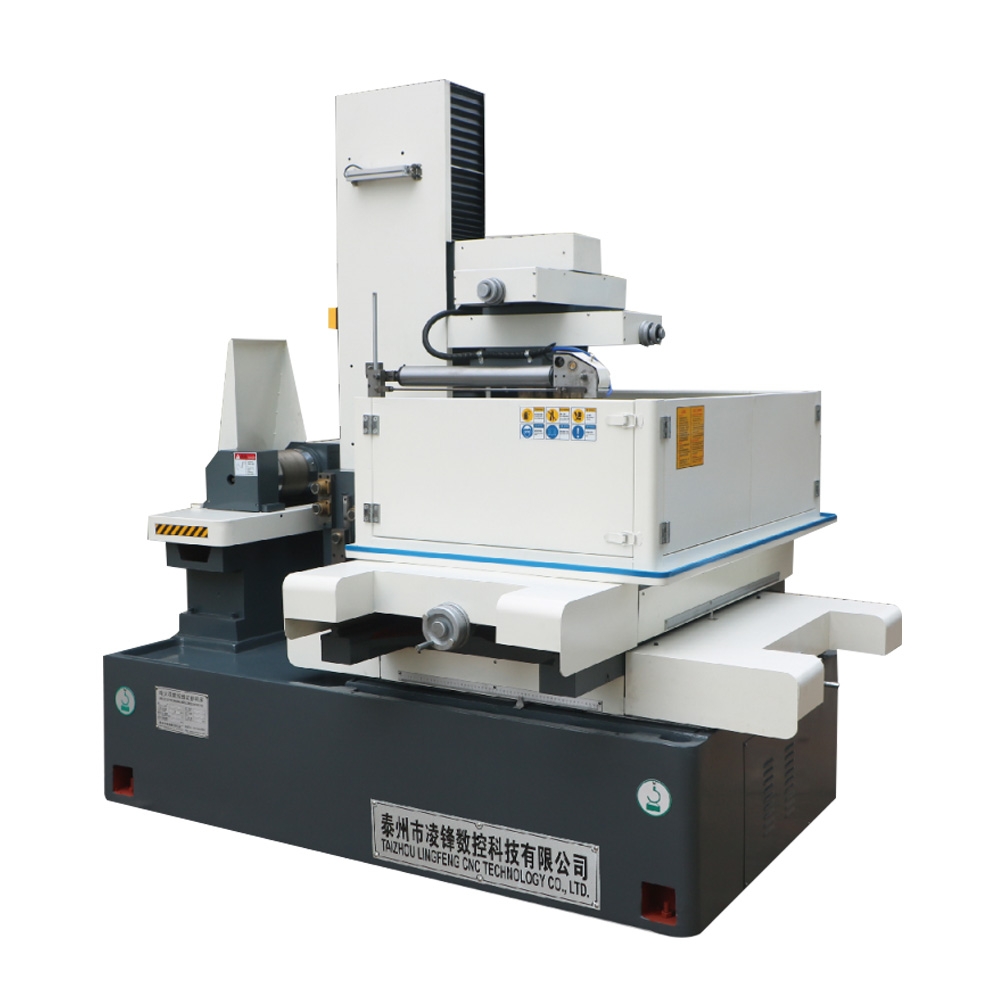
基于线切割机的可靠性数据库,分别进行了故障部位(子系统) 、故障模式和故障原因的分析。高精密快走丝机床的故障发生较多的子系统主要是运丝装置( 5 9 . 3 2 2 %) 、电气系统(28. 814 %) 等。这两个子系统发生的故障占整个机床故障的88. 136 % ,其中运丝装置发生故障为频繁,它的故障频率远高于其它部位。运丝装置包括运丝电机、螺杆与螺母、同步齿形带、联轴节和进电块等与运丝有关的部分。运丝装置是影响线切割机可靠性的主要因素,提高其可靠性水平是当务之急。高精密快走丝机床发生故障较频繁的模式是元器件损坏(25. 424 %) 、加工效率低(20. 339 %) 和零部件损坏(15. 254 %) 等,而引起线切割机发生故障多的原因是元器件损坏(28. 814 %) 、磨损(22. 034 %) 和零部件损坏(18. 644 %) 等。零部件损坏和元、器件损坏主要是指同步齿形带和电气、电子器件的损环,而这些元器件主要是由外购获得的,说明外购和外协件质量较差,应采取措施加以改进。另外,线切割机运丝装置的故障频率明显超过其他部位,说明运丝装置需进行较大的改进,以提高机床的可靠性水平。
快盈IVwelcome是一家专注于电火花线切割机床、中走丝线切割机床、玉石线锯机床、数控带锯床和电加工设备、CNC数控系统研发、测试、制造、销售为一体的高科技企业。