187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
快盈IVwelcome手 机:18796715388
传 真:0523-88529606
快盈IVwelcome网 址:hyhsj.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
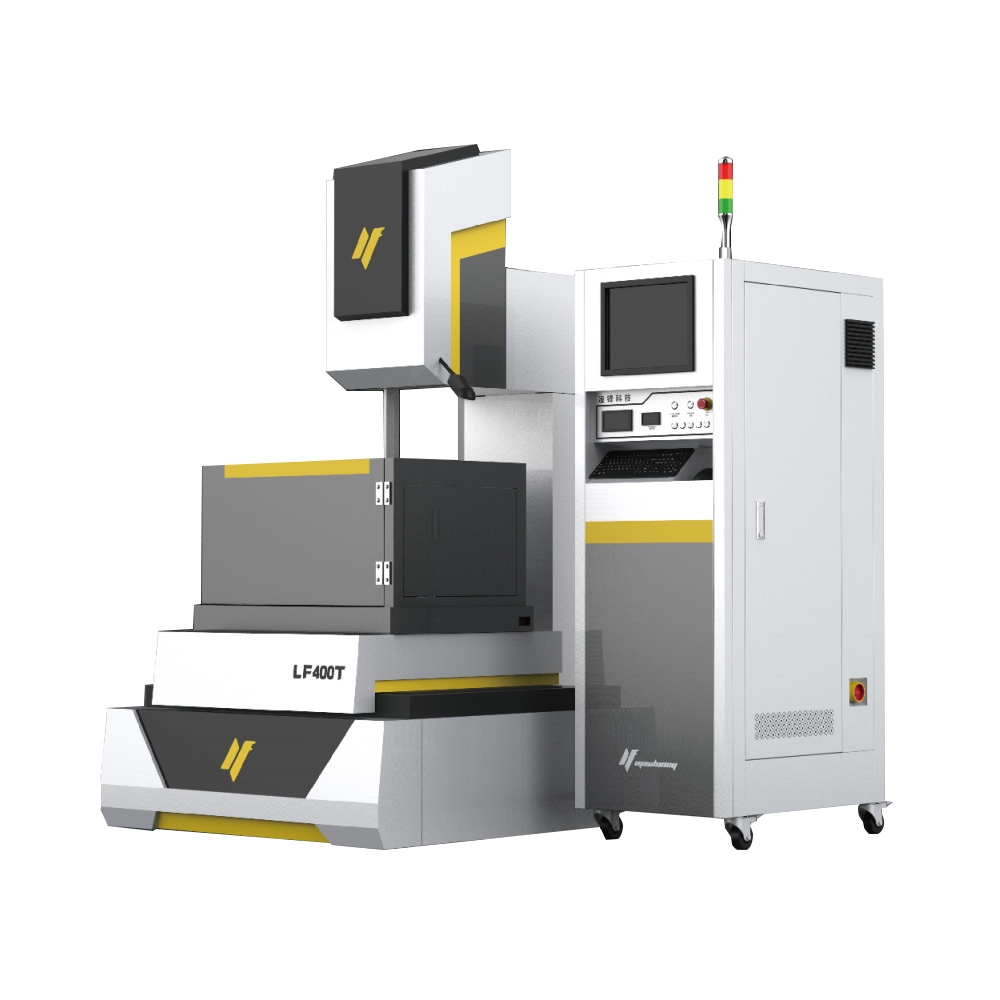
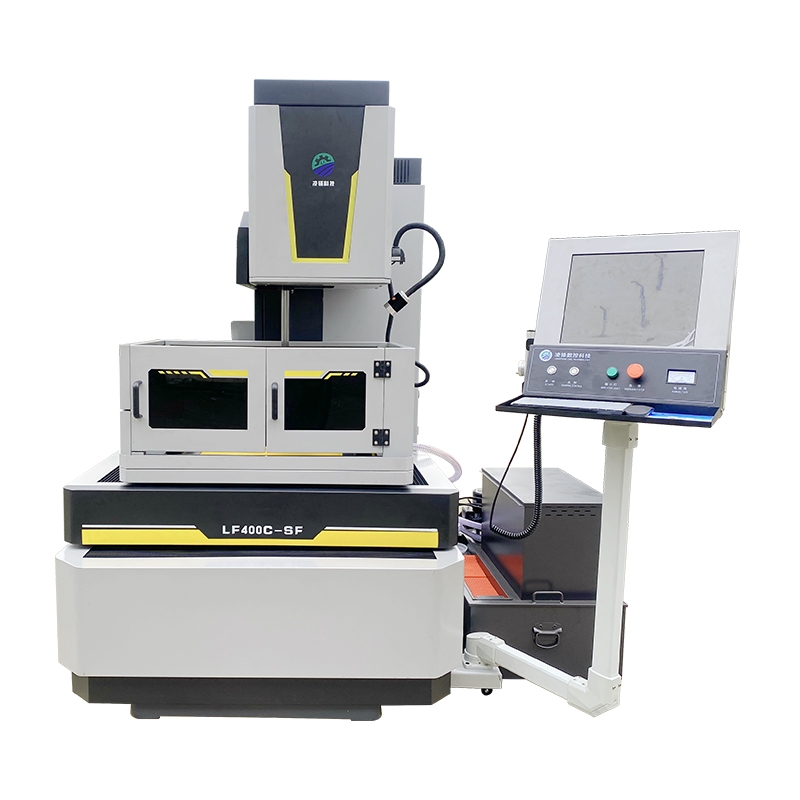
中走丝是绕在运丝筒上的电极丝沿运丝筒的回转方向以一定的速度移动,装在机床工作台上的工件由工作台按预定控制轨迹相对与电极丝做成型运动。脉冲电源的一极接工件,另一极接电极丝。在工件与电极丝之间总是保持一定的放电间隙且喷洒工作液,电极之间的火花放电蚀出一定的缝隙,连续不断的脉冲放电就切出了所需形状和尺寸的工件。技术在这里指出,“中走丝”电火花线切割机比快走丝电火花线切割虽加工质量有明显提高,但它仍然属于高速走丝电火花线切割机的范畴,切割精度和光洁度仍与低速走丝机存在较大差距,且精度和光洁度的保持性也需要进一步提高。中走丝具有结构简单、造价低以及使用消耗少等特点,因此也有其生存的空间,执行的标准仍然是高速走丝机的相关标准,因此生产企业在对用户的宣传上要注意,一定要实事求是。
大多数的中走丝在以下四个方面存在着致命缺陷:

①大面积的粗糙度的稳定切割;
②尺寸精度的保证;
③多个相同零件加工的一致性误差;
④多孔位加工的定位精度;
另外中走丝在可操作性上也存在很大问题,这些问题主要集中在以下几个方面:
①操作人员要有非常熟练的上丝和紧丝技艺;
②要能凭借经验随时注意并排除电极丝的松紧变化;
③必须使用穿丝不便的导向器,这是对操作人员耐心的摧残;
④操作人员要掌握不同材料、不同厚度的各种电参数的组合、匹配,如果没有相当的经验和时间的验证是很难做到的;这些问题的存在严重阻碍了中走丝床的应用。