快盈IVwelcome187-9671-5388
致力于数控机床研发生产
快盈IVwelcome187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
快盈IVwelcome网 址:hyhsj.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
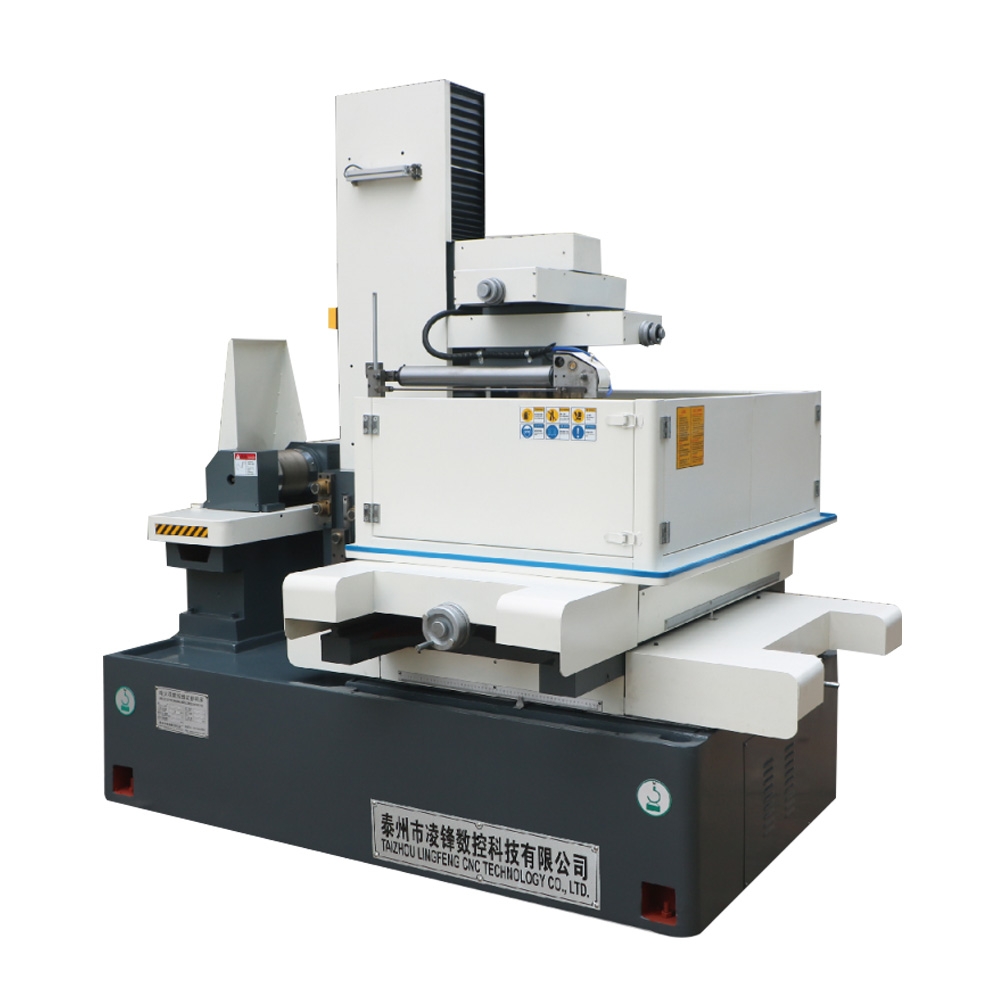
中走丝线切割从本世纪初国内有多家电加工机床生产企业通过高速电火花线切割机床的改造,实现了在高速电火花线切割机床上多次切割加工,该类机床被称为“中走丝”。
“中走丝机”不仅仅指走丝速度介于高速与低俗之间,并且加工质量也介于高速走丝机与低速走丝机之间。
因此可以说,用户所说的中走丝机,实际上是指那些能实现无条纹切割和多次切割的往复走丝电火花线切割机。多次切割技术可以明显提升高速走私机的加工质量,解决切割时材料变形的影响,提高加工精度,获得较低的表面粗糙度,消除往返切割条纹,但切割的工艺指标尤其是切割表面粗糙度值却有较大幅度降低。中兴数控机床(专业生产、销售数控线切割机床设备产品,包括:中走丝、中走丝线切割、线切割机床、穿孔机、线切割机床配件等。公司技术力量雄厚,设备先进,检测手段齐全。
关于中走丝线切割机床操作的一些小技巧:

一、中走丝线切割机床加工精度要求很高的时候,在有碰边加工的情况下,由于精度要求较高,为了提高精度,提高产品质量,所以尽管钼丝很细,但是在切割计算长度的时候也要把钼丝半径加上,这一点误差不能忽略。
二、中走丝线切割机床切割铝的时候,只需要准备一个矮一点的导电块,如果切割的铝的量比较少的话。加工的时候,需要隔半个小时往钼丝上刷一点煤油,刷煤油的目的是为了清洁钼丝上的氧化。也可以使用其他的东西清除表层的氧化铝。在割铝的时候可以把钼丝揉成团,再把这个团压扁,后放在导点块上,十分好用,成本也很低。
三、定期检查中走丝线切割机床导电块。槽痕过深则要更换,因为槽痕太深,会卡断切割丝。如果看到切割丝变成旋形也需要立马更换,否则会影响切割工艺产品的质量。
四、切割一个很大的工件时,要看机床的长度够不够工件被切割完,好先动手计算一下。