187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
网 址:hyhsj.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
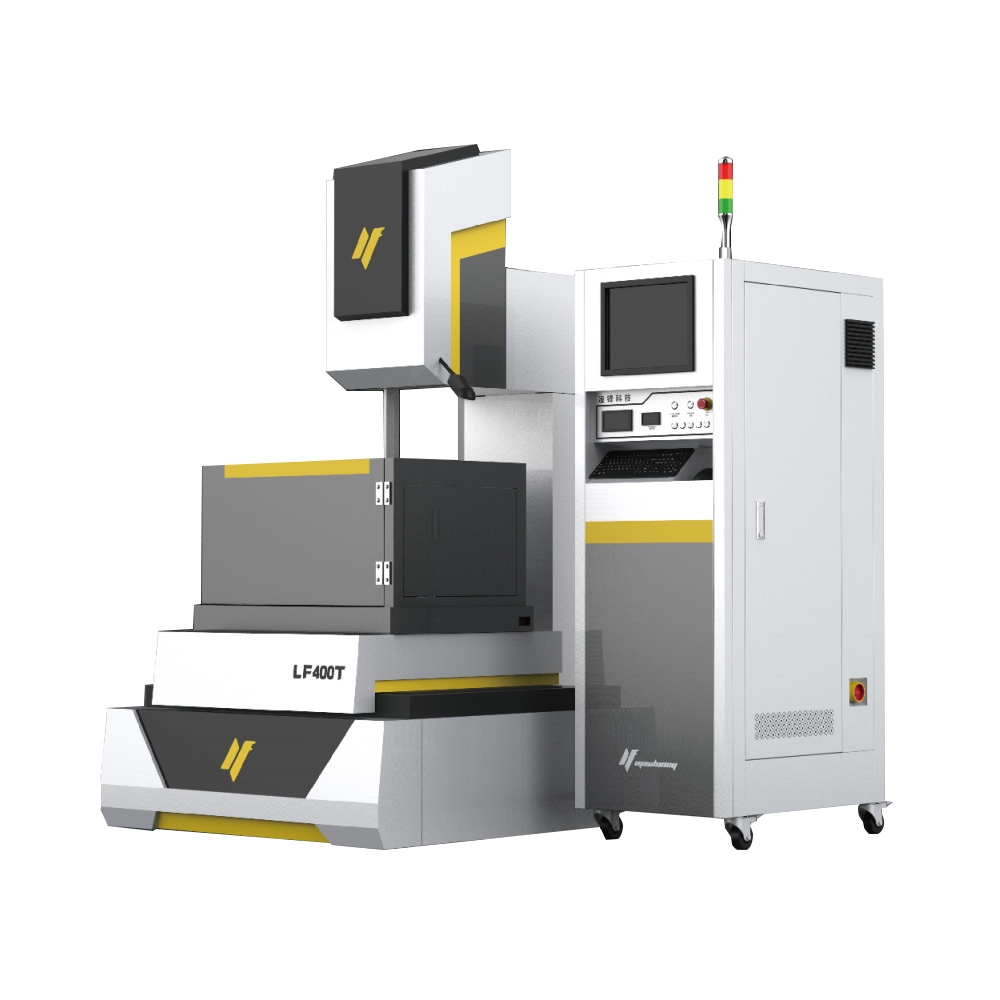
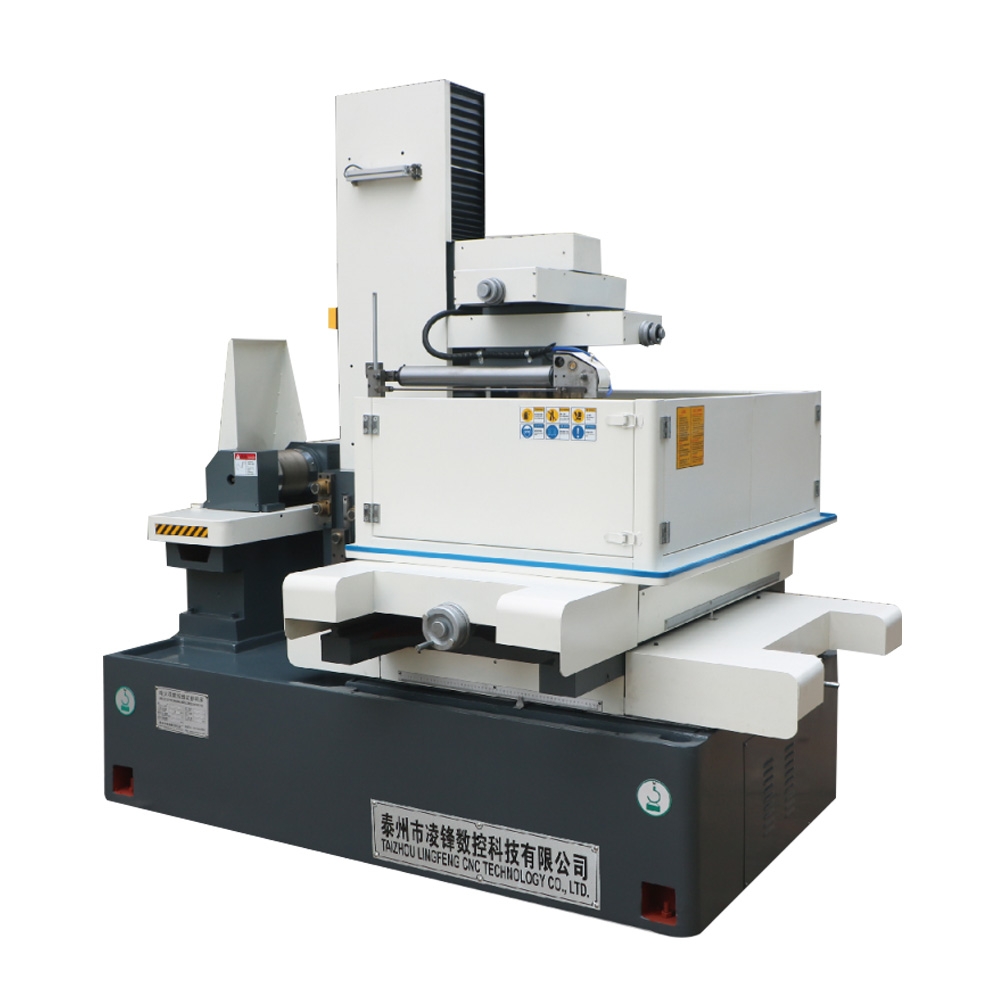
中走丝,慢走丝,快走丝总称线切割机床,它是一种电加工机床,靠钼丝通过电腐蚀切开金属,特别是硬资料、行状复杂零件,一起使用高能量密度的电火花放电烧蚀原理进行加工的。慢走丝线切割机床比快走丝线切割机床具有更高的加工精度,其间一个原因是前者在加工中运用屡次切开的先进工艺。为了获得较高的加工精度,能够考虑在快走丝线切割机床选用屡次切开工艺 只要快走丝线切割机的制作精度契合国家有关规范,并附有杰出的导向设备及挑选适宜的精微修光脉冲参数,就可进行屡次切开加工,其间怎么确保第三次切开时的精修安稳性是进行屡次切开的要害技术之一。
电火花线切割加工中常见的加工故障是断丝现象,屏幕显现断丝信息,并询问处理措施。呈现这种故障时需求明确故障原因为两大类:电极丝折断和电路不通。因为操控系统断定断丝情况发作 的依据是电路不通,关于电极丝折断、导电块接触不良等不同原因引起的电路不通,系统都提示为断丝。

形成线切割电极丝折断的原因包括:
(1)作业液选用不妥或者太脏;
(2)工件端面切开条件恶劣;
(3)导轮或导轮轴承磨损;
(4)挑选脉冲电流、脉冲宽度过大;
(5)进给速度过大;
(6)工件变形导致切缝 变窄等。因而,为了防止呈现断丝故障,需求挑选适宜的电参数、定时替换作业液、定时替换导轮、安稳装夹工件并挑选公正的切开路线等。
形成电路不通的原因包括线切割导电块磨损导致接触不良、接地线接触不良等,因而导电块应该常常检查并及时替换,确认是电路不通时能够使用软件系统提供的查验功用别离独自敞开各个组件。