187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
快盈IVwelcome手 机:18796715388
传 真:0523-88529606
快盈IVwelcome网 址:hyhsj.com
快盈IVwelcome地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
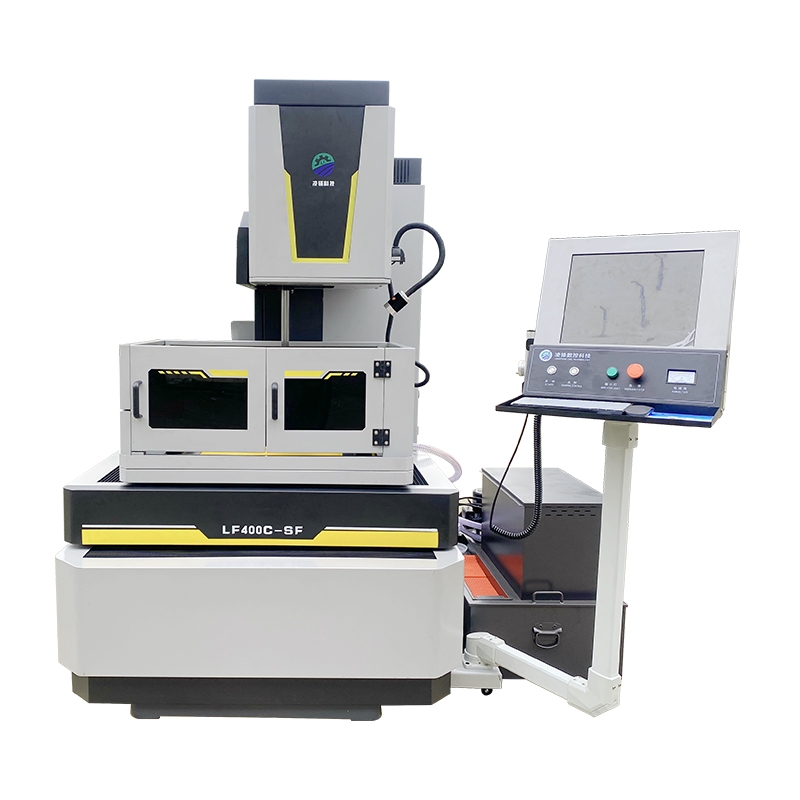
线切割机床按电极丝运动的速度可分为高速走丝和低速走丝。电极丝运动速度7~10m/s的为高速走丝,低于0.2m/s的为低速走丝,国内现有线切割机床大多为前者,国外的产品和国内近些年开发的线切割机床大多为后者。
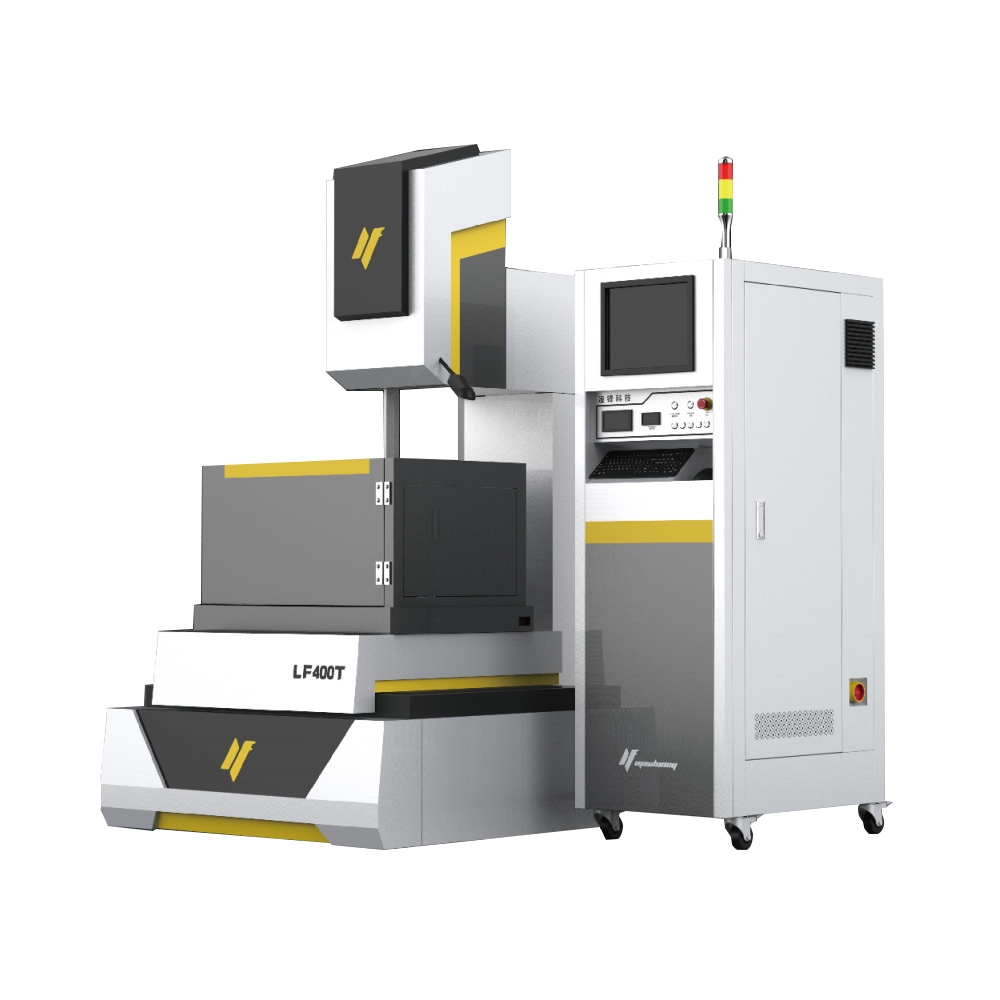
我国机床型号的编制是根据JB 1899-76《金属切割机床型号编制方法》之规定进行的,机床型号有汉语拼音字母和阿拉伯数字组成,它表示机床的类别、特性和基本参数。
任何数控线切割机床操作者在使用机床之前都必须熟悉机床的安全问题,有牢固的安全意识,注意保护人身安全和机床安全,这是合格的机床使用者的基本素养。数控线切割机床的安全有多个方面,操作者必须熟悉机床的性能与结构,掌握操作程序,严格遵守安全守则和操作维护规程。没有经过培训的人员不能操作设备,初学者操作时需要有监督人员。机床车间需要常备安全防火措施。

开动机床前应先做好下列工作:检查机床各部分是否完好,润滑液情况是否良好,各接线是否接好。工作台在x和y方向是否运行良好,卷丝筒是否运行良好。
安装工件时,也需要注意安全问题,将需切割的工件置于工作台用压板螺丝固定,在切割整个型腔时,工件和工作台不能碰着线架,应在安装钼丝穿过工件上的预留孔,经过找正后才能切割。工件安装要夹稳,预紧力要足够,要检查工作表面是否平直。
切割工件时,先启动滚丝筒,再按走丝按钮,待导轮转动后再启动工作液电机,打开工作液阀。如在切割途中停车或加工完毕停机时,必须先关变频器,切断高频电源,再关工作液泵,待导轮上工作液甩掉后,后关断滚丝筒电机。