187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
快盈IVwelcome手 机:18796715388
传 真:0523-88529606
网 址:hyhsj.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
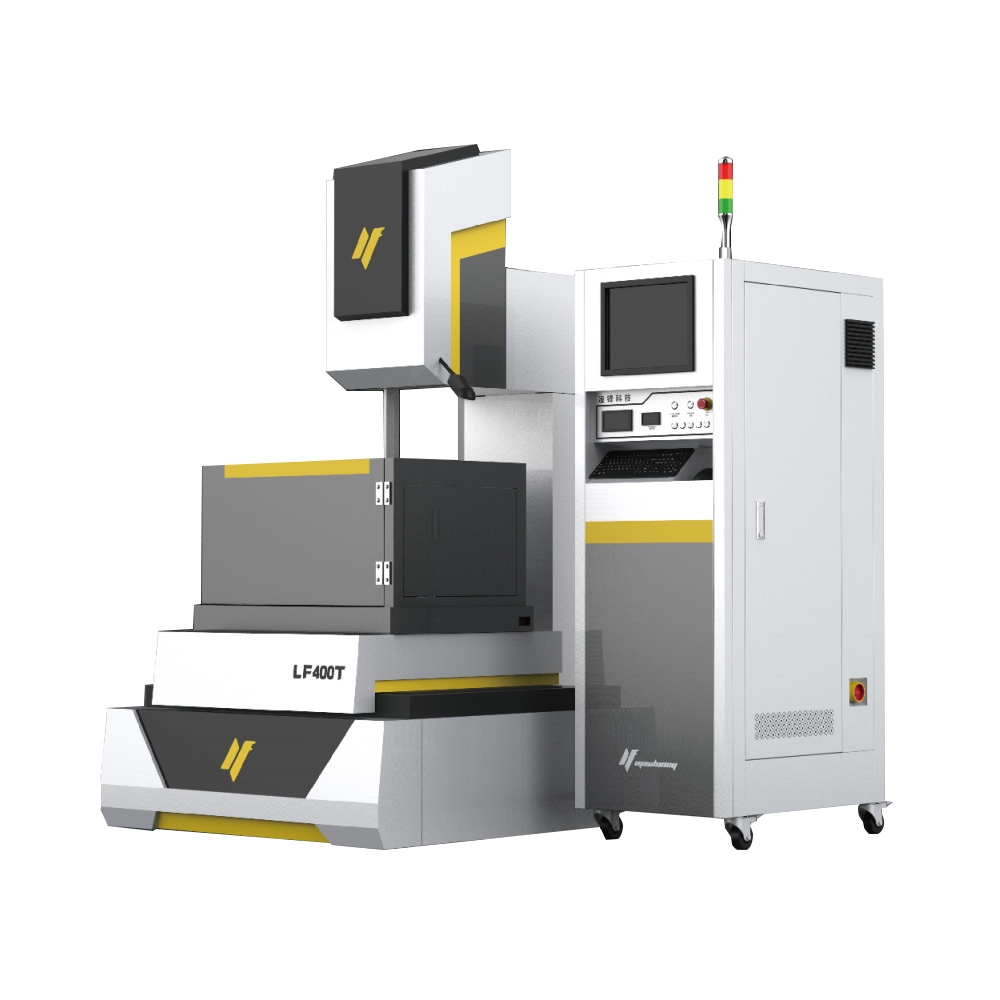
中走丝及其驱动体系在运转功能和可靠性方面较突出,特别是其抗干扰才能较强,中走丝厂家可接受电火花放电环境下较强的电磁打扰。那么在电火花线切割机床中的良好运用:
1、中走丝的挑选:因为往复走丝电火花线切割加工是放电加工,无切削力,再加上伺服电机的过载才能强,在挑选伺服电机功率扭矩的时分,可从作业台面的分量、导轨的办法、大运动速度等方面核算考虑。
2、中走丝的操控:指令操控办法:中走丝驱动器的指令操控办法,依据电火花线切割机床的操控特色,大多选用指令脉冲+指令方向类型的操控办法。由中走丝厂家核算机内置的操控卡发出脉冲和方向信号 ,操控电机正反转和滚动的速度。不然通电时电机会生故障报警,确认伺服驱动器和电机编码器衔接正确,确认伺服驱动器和核算机操控卡信号衔接正确,为了提高可靠性,建议电机编码器线要直达驱动器插头,中心不要有过渡衔接。

3、中走丝参数的正确设置:在正确连线的状况下,伺服操控体系能否正常作业,参数设置至关重要。特别是刚性、速度环积分时间常数。在不振荡和不啸叫的状况,尽量提高方位环增益和惯量比。方位环相关参数的调整对加工精度影响较大,速度环相关参数的调整对加工外表粗糙。
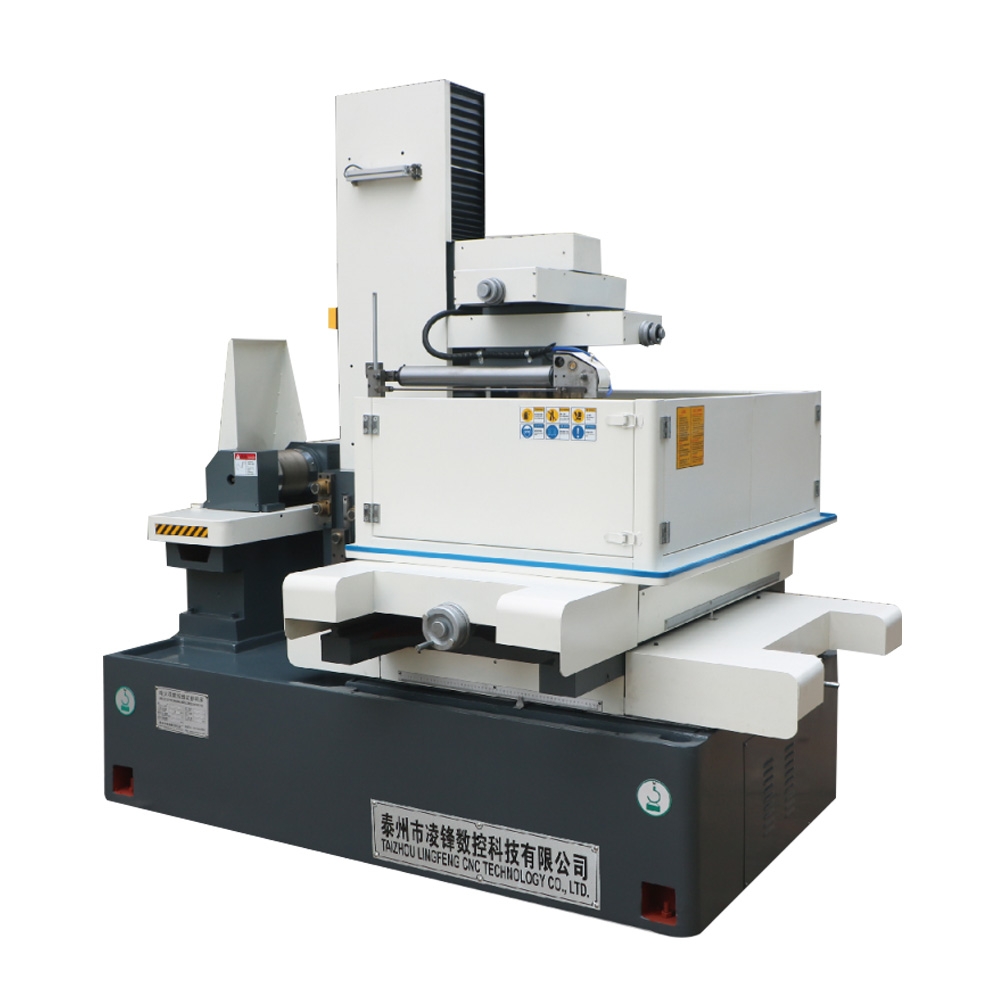
中走丝线切割机床安全操作程序:
1、打开机床总电源,操控器开关,24V步进驱动电源开关及高脉冲电源开关。
2、敞开走线电机,水泵电机及操控面板上的高频开关。
3、依据图纸尺度及工件的实际状况核算座标点编制程序,注意工件的装夹办法和钼丝直径,挑选合理的切入方位。
4、加工结束后应按顺序先封闭机床的高频脉冲开关,水泵开关,在封闭粗闭储丝筒开关,假如要带刹车关机单按下总电源开关红色按钮即可。