快盈IVwelcome187-9671-5388
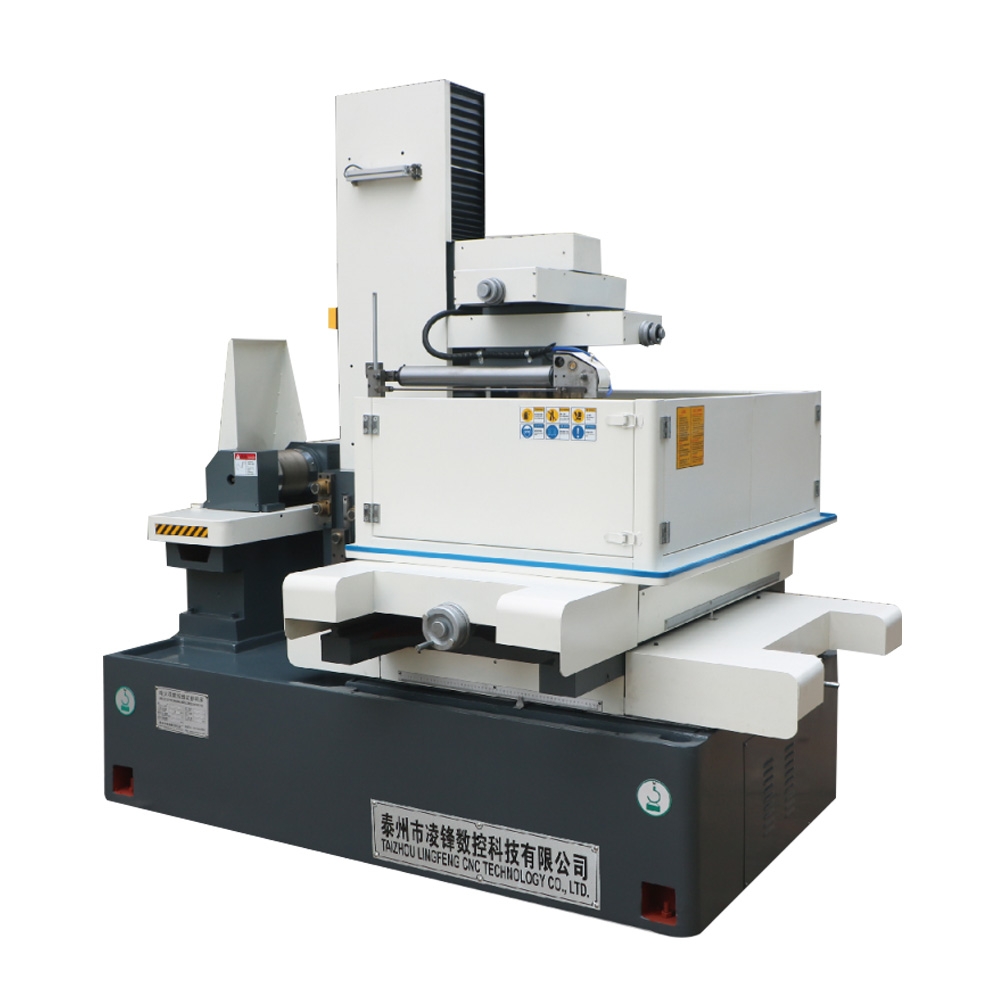
致力于数控机床研发生产
快盈IVwelcome187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
网 址:hyhsj.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
数控线切割在加工前,模板已进行了冷加工、热加工,内部已产生了较大的残留应力,而残留应力是一个相对平衡的应力系统,在数控线切割去除大量废料时,应力随着平衡遭到破坏而释放出来。因此,模板在数控线切割加工时,随着原有内应力的作用及火花放电所产生的加工热应力的影响,将产生不定向、无规则的变形,使后面的切割吃刀量厚薄不均,影响了加工质量和加工精度。
针对此种情况,数控线切割对精度要求比较高的模板,通常采用4次切割加工。第1次切割将所有型孔的废料切掉,取出废料后,再由机床的自动移位功能,完成第2次、第3次、第4次切割。a切割第1次,取废料→b切割第1次,取废料→c切割第1次,取废料→……→n切割第1次,取废料→a切割第2次→b切割第2次→……→n切割第2次→a切割第3次→……→n切割第3次→a切割第4次→……→n切割第4次,加工完毕。

这种切割方式能使每个型孔加工后有足够的时间释放内应力,能将各个型孔因加工顺序不同而产生的相互影响、微量变形降低到小程度,较好地保证模板的加工尺寸精度。但是这样加工时间太长,穿丝次数多,工作量大,增加了模板的制造成本。另外机床本身随加工时间的延长及温度的波动也会产生蠕变。
因此,根据实际测量和比较,模板在加工精度允许的情况下,可采用第1次统一加工取废料不变,而将后面的2、3、4次合在一起进行切割(即a切割第2次后,不移位、不拆丝,紧接着割第3、4次→b→c……→n),或省去第4次切割而做3次切割。这样切割完后经测量,形位尺寸基本符合要求。这样既提高了生产效率,又降低人工,因此也降低了模板的制造成本。