187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
手 机:18796715388
传 真:0523-88529606
快盈IVwelcome网 址:hyhsj.com
地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
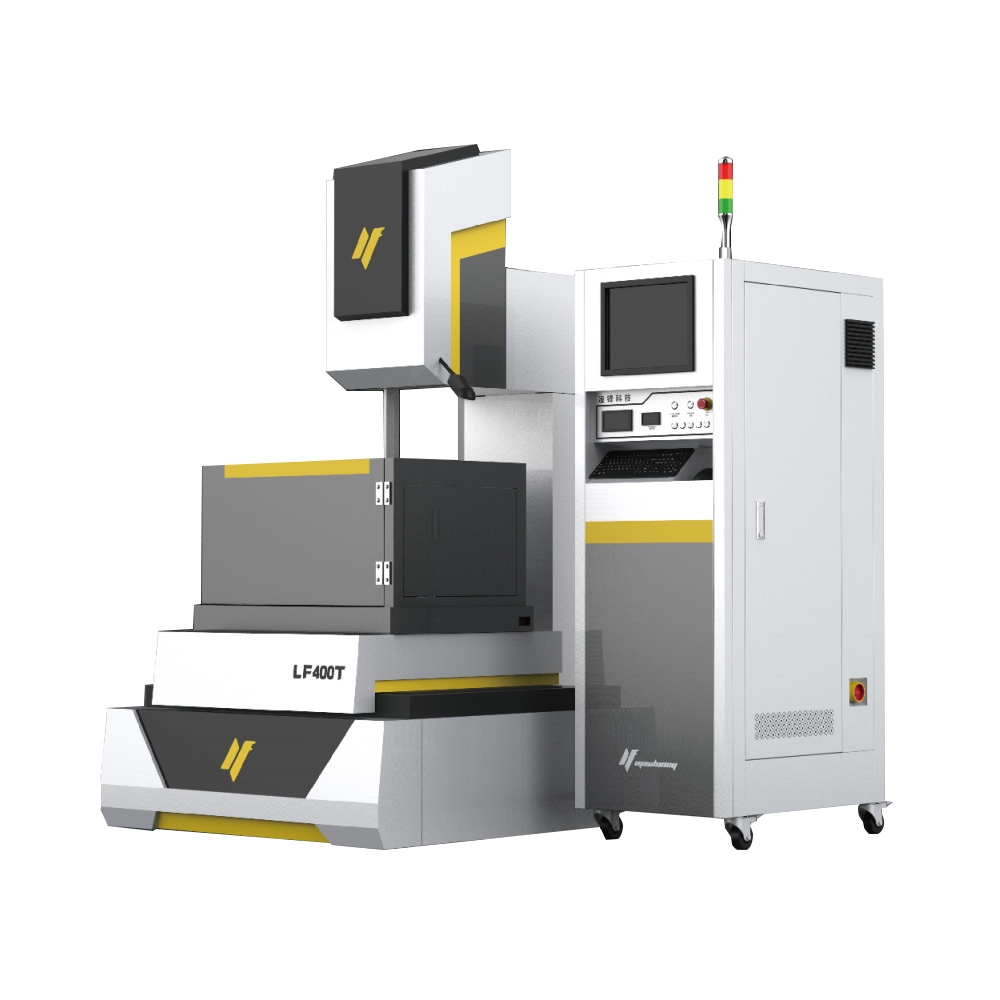
目前,生产的线切割中走丝,中走丝机床,除了满足国内的需求以外,也逐渐出口到东南亚和非洲等发展中国家。这些国家的制造业往往并不需要慢走丝机床的高精度,也无法负担慢走丝机床的价格,而国内线切割机床同国外线切割机床相比虽然精度低一些,但是它在制造及使用成本等方面有着的优势,所以发展中国家对于我国的线切割机床仍然有着很大的需求。
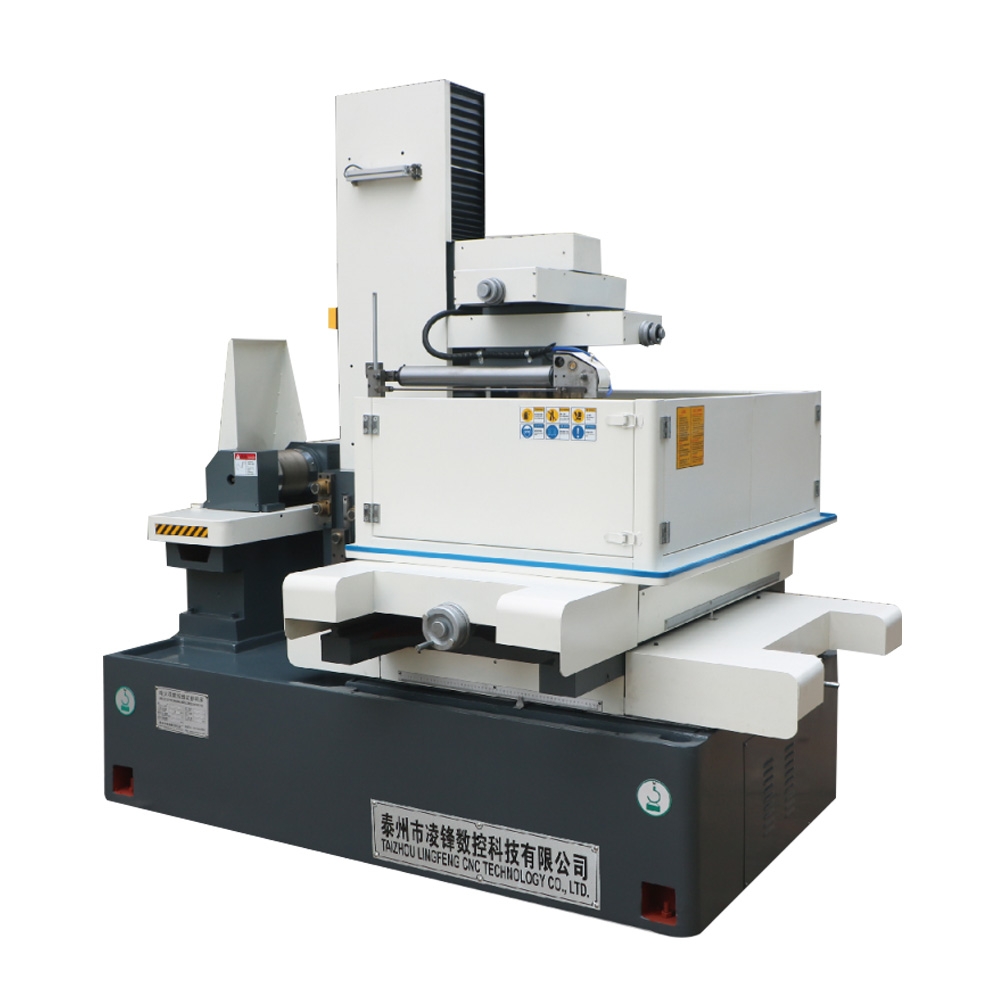
中走丝线切割机床是一种既保留往复式快走丝线切割机床低成本,高效率的优点,又具备较高精度和光洁度的,可替代大部分慢走丝加工的新型机床,它顺应了我国“普通线切割机床已越来越不能满足精密加工等方面的需求,作为精密加工的慢走丝线切割机床因其昂贵的价格和高运行成本,大多数企业难以接受”的市场需求,因而在整体上都很受用户欢迎。
中走丝线切割加工主要用于模具制造,在样板、凸轮、成形刀具、精密细小零件和特殊材料的加工中也得到日益广泛的应用。电火花中走丝线切割机床加工有有它自己的特殊性,在加工过程中也必须服了一定的条件。

在试制电机、电器等产品时,可直接用中走丝线切割机加工某些零件,省去制造冲压模具的时间,缩短试制周期。电火花中走丝线切割机床加工除具有电火花线切割加工的基本特点外,还有一些其他特殊性:
不需要制造形状复杂的工具电极,就能加工出以直线为母线的任何二维曲面。
第二,能切割0.05毫米左右的窄缝。
第三,加工中并不把全部多余材料加工成为废屑,提高了能量和材料的利用率。
第四,在电极丝不循环使用的低速走丝电火花线切割机床加工中,由于电极丝不断更新,有利于提高加工精度和减少表面粗糙度。
第五,中走丝线切割能达到的切割效率一般为20~60毫米2/分,可达300毫米2/分;加工精度一般为±0.01~±0.02毫米,可达±0.004毫米;表面粗糙度一般为Rα2.5~1.25微米,可达Rα0.63微米;切割厚度一般为40~60毫米,厚可达800毫米。