187-9671-5388
致力于数控机床研发生产
187-9671-5388
致力于数控机床研发生产
联系人:张先生
快盈IVwelcome手 机:18796715388
传 真:0523-88529606
快盈IVwelcome网 址:hyhsj.com
快盈IVwelcome地 址:泰州市姜堰区罗塘街道兴姜路28号(现代科技产业园内)
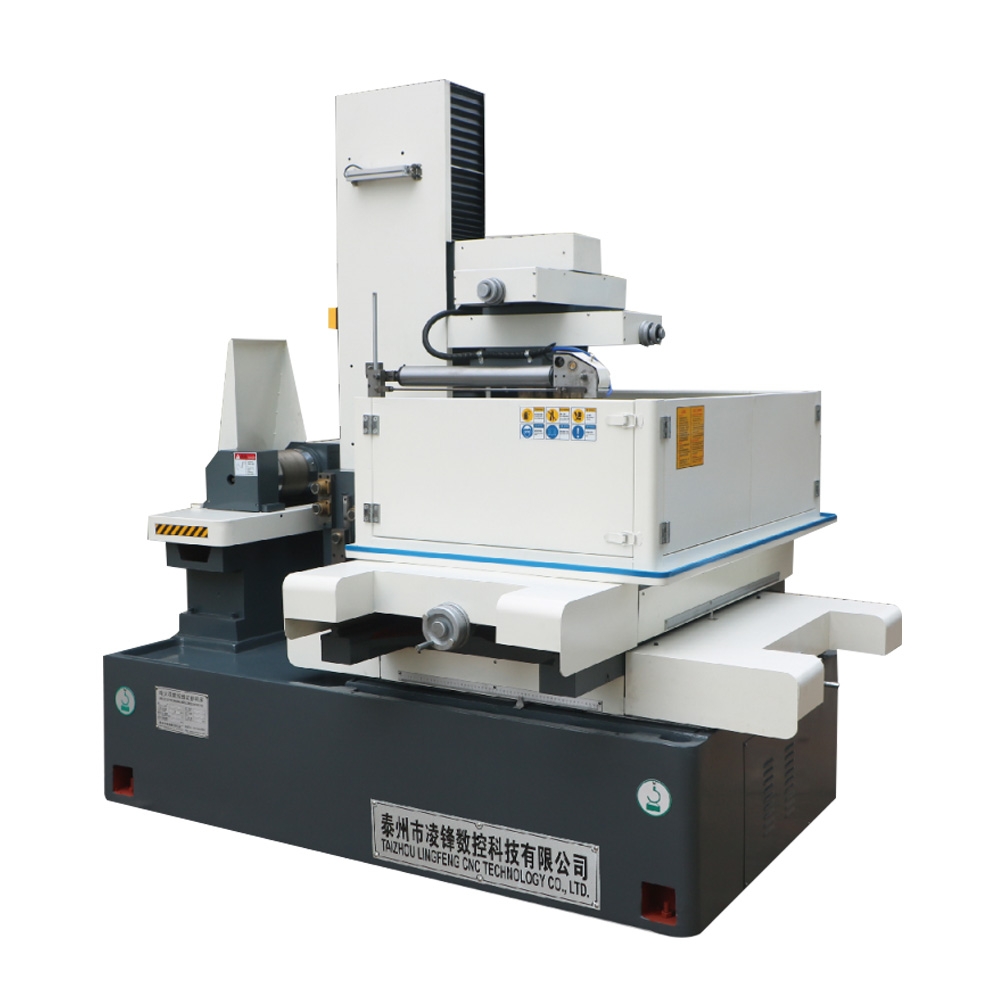
中走丝也是电火花线切割机床的一种,工作原理是利用连续移动的钼丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。其走丝速度及工件质量介于快走丝和慢走丝之间所以叫做中走丝,准确的说:中走丝是快走丝的升级产品,所以也可以叫:能多次切割的快走丝,所以它的加工速度接近于慢走丝,而加工的质量也趋于慢走丝。走丝速度在1~12m/s之间,可以根据需要进行调节。
线切割中走丝机床电线负荷线检查:
因为之前一些工件会开裂,触发钼丝;一些将扭曲的差距,发挥钼丝切断或破碎。在线切割T8钢后淬火,造成丝分手尽可能少。当切割厚的铝材料,由于困难的芯片,导电块磨损大,要注意及时更换的工件夹紧︰虽然工作线切割中走丝机床工艺是极小,但仍需要牢固地夹紧工件,可防止加工应有的变化,同时也为了避免引起的重力和破碎的工件的断丝的位置电线,工件材料的弹性变形引起的。当加工厚的工件,可以在一端,放一块磁铁使工件在下降,还是手动保护下落的工件,使他们缓慢的平行下落,免得打破加工。

线切割中走丝机床电线管轴和轴承和引起其它零件磨损的差距,也导致抖动和断的丝必须因此可以及时更换易损件轴和轴承等。钢丝管,倒车时,如果不切断高频电源,铅钼金属钼过热和燃烧在很短的时间,所以你必须检查是否后端限位开关电线管失效。要保持线管、车轮转动灵活,或线切割系统导致断的线的运动。钼丝是电线负荷线检查后抖动,抖动分析。
数控线切割机床一般都是步进电机驱动,在步进电机中又有反应式和混合式等的区分,用以实现不同的步距角,市场上zui常见的是反应式步进电机,反应式步进电机又有三相三拍、三相六拍、五相十拍、五相双十拍等的不同驱动方式。此种电机步距角大,且只有三相绕组,随着市场需求的不断提高,以及国家机械工业部有关部门对机床工业整体水平要求的提高,五相十拍将逐渐取代三相六拍,这是因为五相十拍不仅将三相六拍的步距角近一步细分,并且电机绕阻也增加为五相,所以传动平稳且力大。